ボールねじは、モータの回転を直線運動に変換する最もメジャーな機械要素です。
✅直線方向の位置決めを正確にしたい
✅装置内のワーク搬送をしたい
このような場面でよく使われています。
今回は、ボールねじのバックラッシュについて解説します。
バックラッシュは、ボールねじや歯車のような動力伝達機器の設計にあたり必ず出てくる言葉です。
設計においても位置決めの精度に影響する大事な要素で、「この機構のバックラッシュはどれくらいになるか?」はボールねじを使って機械設計するうえで必ずと言っていいほど問われるでしょう。
本記事ではボールねじのバックラッシュについて、以下の内容をまとめました。
- バックラッシュとは?
- バックラッシュの影響
- バックラッシュの測定方法
- バックラッシュの対策(予圧、バックラッシュ補正)
メーカーの若手技術者や、ボールねじを使った位置決め機械設計初心者向けの記事です。
ボールねじを使う機械(搬送装置や送り機構など)を設計する際に、ぜひ参考にしてください。
キウイです。産業機器メーカーに勤める現役の機械設計者です。ブログ「キウイ設計」を運営したり、業務委託で機械設計の副業をしたりしています。
ボールねじの基本的な構造については、以下の記事で解説しました。「ボールねじの仕組み・構造が知りたい」という方は、こちらを参考にしてください。
ボールねじのバックラッシュとは
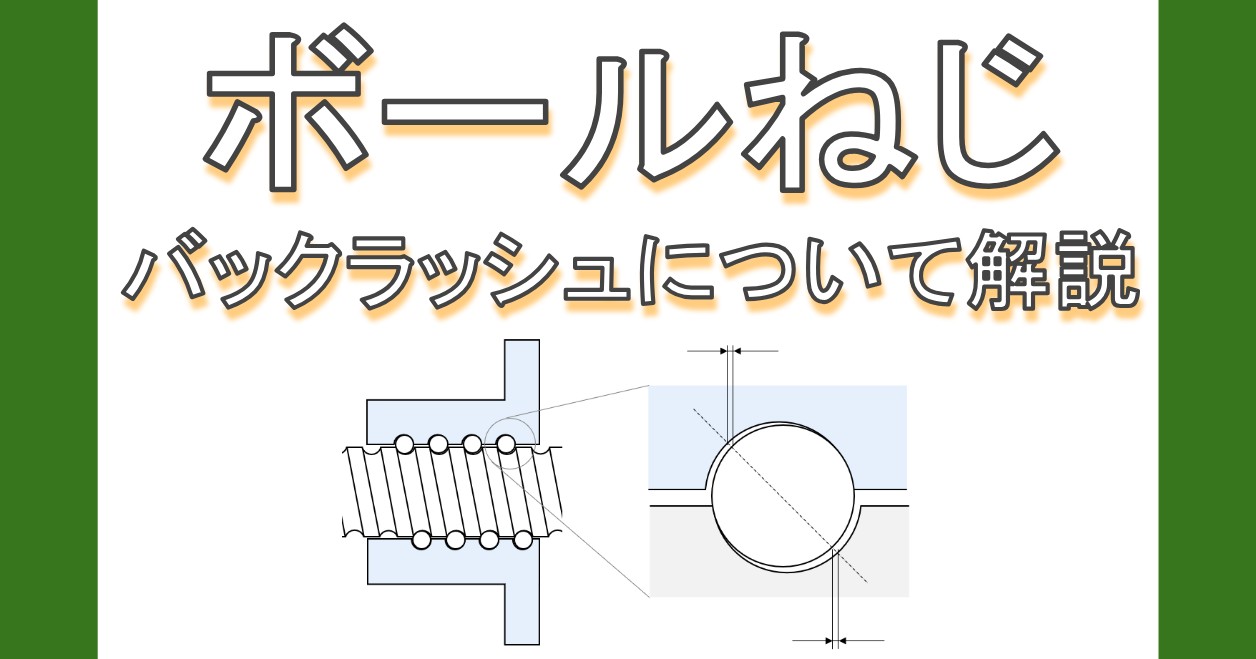
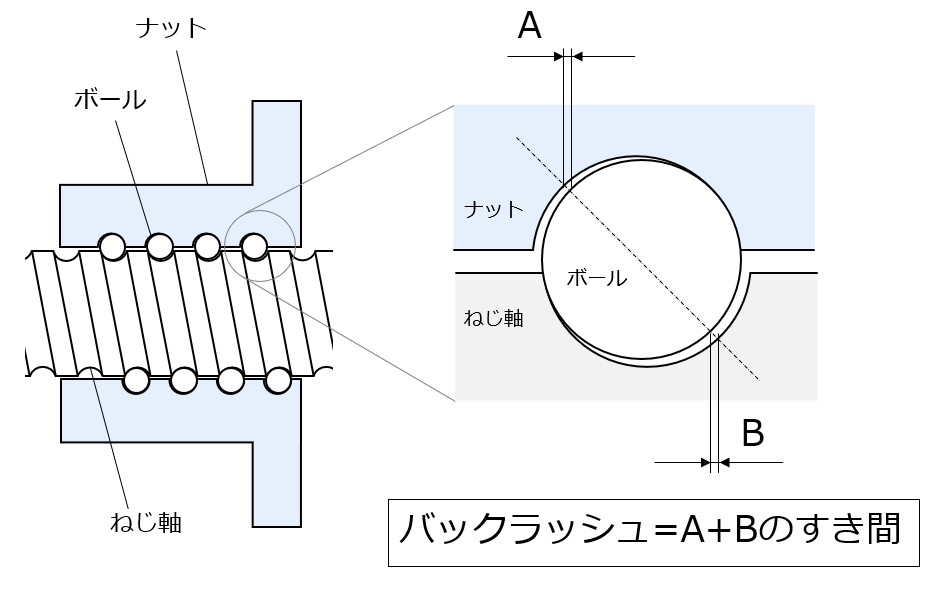
ボールねじのバックラッシュとは、軸方向のガタのことです。
ねじ軸を固定した状態でナットを軸方向に手で動かしたときに、わずかにナットが動くことがあります。このガタがバックラッシュです。
ボールねじのバックラッシュは、JIS規格によって次のように定義されています1。
軸方向隙間,バックラッシ,sa(backlash, axial play)
ナット本体とねじ軸の間に回転運動がないとき,その間の自由な軸方向の隙間。
JISでは「バックラッシ」と呼ばれており、技術者はこちらの表現をよく使います。本記事では用語統一のため、「バックラッシュ」と表記します。
ボールねじのバックラッシュは位置決め精度に影響する
ボールねじにバックラッシュがあると、どのような影響が出るのでしょうか?
最も影響が大きいのは位置決め精度です。特に「プラス方向からマイナス方向」「マイナス方向からプラス方向」と移動方向が反転する際に、バックラッシュがあると位置決め精度が落ちます。
これは、バックラッシュ(がた)によって「モータの反転時に、機械が付いてこなくなる」現象によるものです。
代表的な例は、工作機械の円運動時の加工精度です。
円の1/4でX軸またはY軸が反転する点があります。ボールねじにバックラッシュがあると、その際にトゲのような軌跡が発生します。このトゲは「象限突起」と呼ばれ、トゲの高さはバックラッシュの量になります。
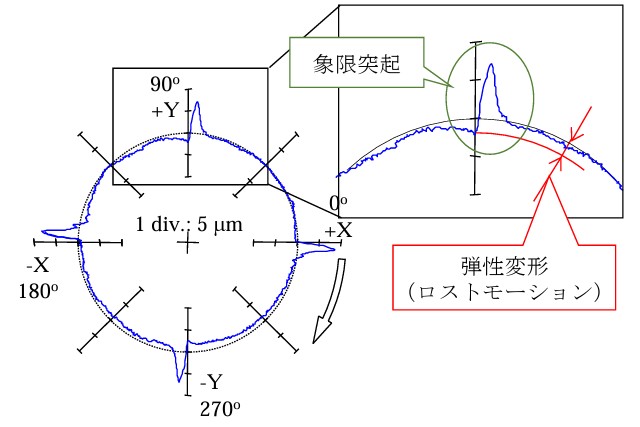
これが工作機械の加工精度(円形状加工時の場合は、真円度)に影響を及ぼす原因になります。
ボールねじのバックラッシュ測定方法
ボールねじのバックラッシュ測定方法は、「ナットに外力をかける場合」と「モータで動かす場合」の2種類あります。
ナットに外力をかける場合
この方法は、手でもボールねじを回せられる機械ならモータに電源を入れる必要がありません。そのため、比較的小さな機械のバックラッシュを手軽に測定できます。
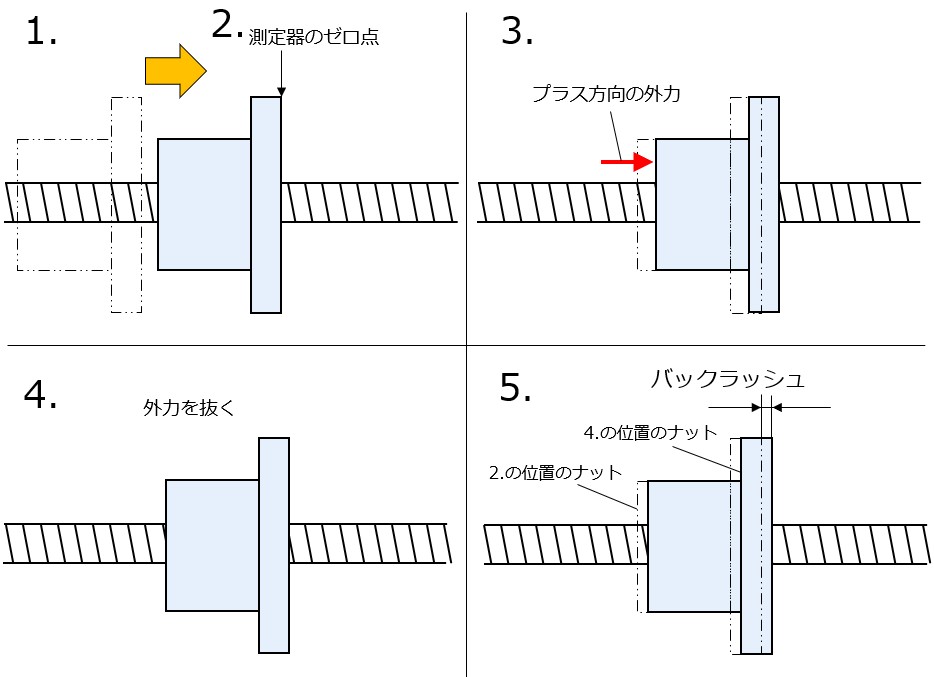
測定方法は以下の通りです。
- ねじ軸を回してナットをプラス方向に進め、測定開始位置に止める。
- ナットの位置を測定器(ダイヤルゲージ等)の0(ゼロ点)にセットする
- ナットにプラス方向の外力をかける
- 外力を抜く
- 2.と4.の測定器の差を読み取る
なお、本記事では方向を区別するために「プラス方向」「マイナス方向」と表記していますが、機械の動きやモータの回転方向はどちらでもOKです。
「プラス方向」と「マイナス方向」がそれぞれ反対方向の動きであれば、問題ありません。
モータで動かす場合
機械が大きく重い場合や、ボールねじが装置内部にあって手で動かせない場合は、モータで動かしてバックラッシュを測定する方法があります。
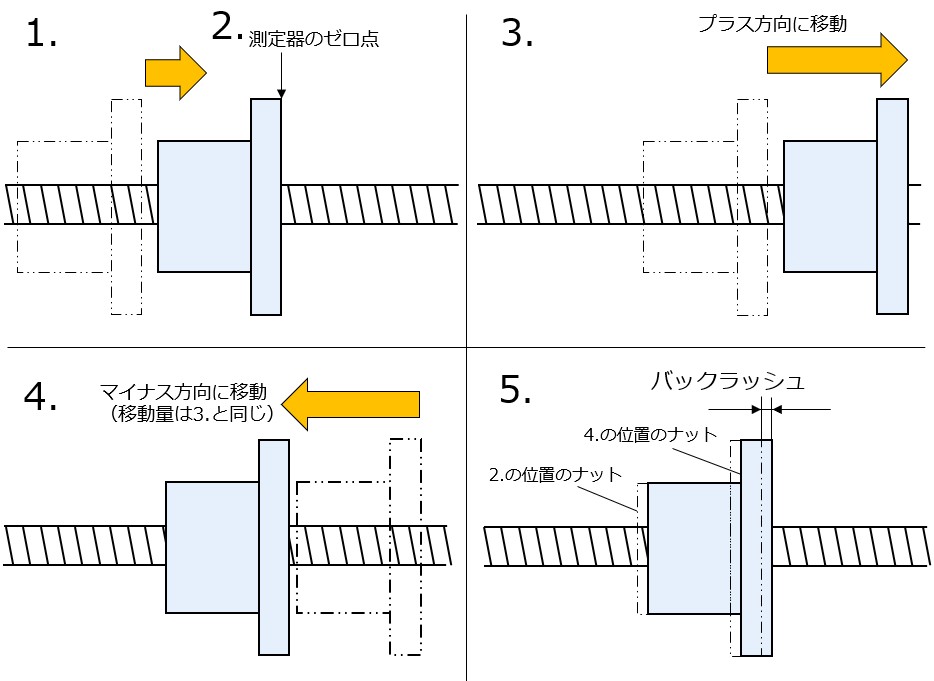
測定方法は以下の通りです。
- ねじ軸をモータで動かしてナットをプラス方向に進め、測定開始位置に止める。
- ナットの位置を測定器(ダイヤルゲージ等)の0(ゼロ点)にセットする
- ナットをプラス方向に一定量進ませる
- ナットをマイナス方向に一定量進ませる。このとき、モータの指令上はボールねじはゼロ点に戻っている
- 2.と4.の測定器の差を読み取る
バックラッシュ測定時の注意点
バックラッシュ測定時は、ゼロ点に合わせる前の、ボールねじを動かす方向に注意しましょう。
どちらの方法でも、ゼロ点にする前は必ずプラス方向(=測定開始時に動かす方向)に動かします。
理由は測定開始時のナットを、バックラッシュが発生する位置に調整するためです。
極端な話、以下のような測定手順では(本当は存在する)バックラッシュが0と測定されてしまう恐れがあります。
✖:バックラッシュの間違った測定手順
- ボールねじのねじ軸をマイナス方向に進め、測定開始位置に止める。
- ナットの位置を測定器(ダイヤルゲージ等)の0(ゼロ点)にセットする
- ナットをプラス方向に一定量進ませる
- ナットをマイナス方向に一定量(3.と同じ量)進ませる
- 2.と4.の測定器の差を読み取る
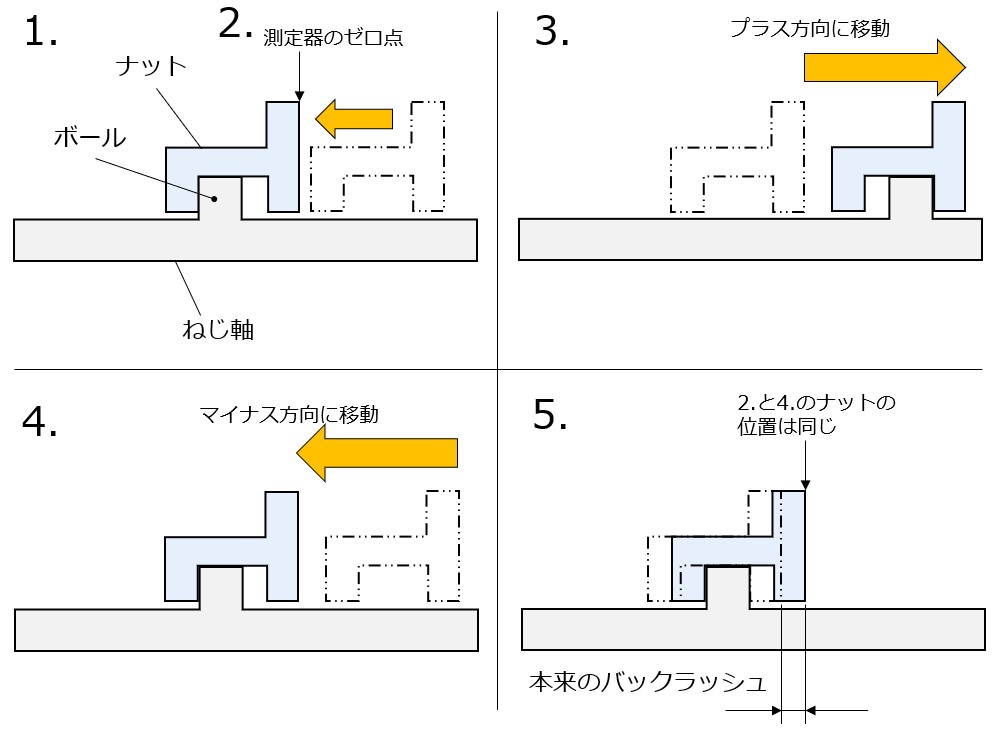
※分かりやすくするため、ボールねじを模式的に表現しています。
この手順は2.と4.のナットの位置が同じになってしまい、バックラッシュの測定ができません。
ボールねじのバックラッシュ対策①:予圧をかける
ボールねじのバックラッシュ対策は2つあります。
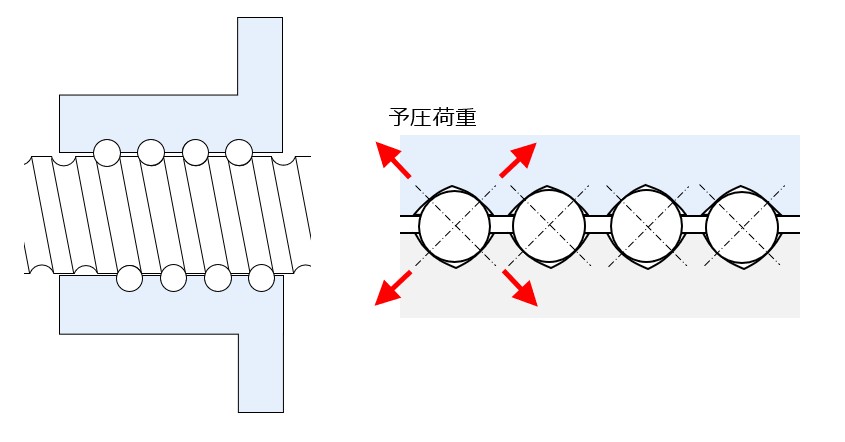
1つ目の対策は、予圧をかけることです。ねじ軸・ボール・ナットの間に物理的なすき間を無くす方法です。
「あらかじめ」圧をかけるので、「予圧」(与圧ではない)と表記します。
ボールねじの予圧のかけ方は、主に4つあります。
以下の図は予圧の分類を示したものです。予圧は一定の圧力をかける「定圧予圧」と一定の位置で予圧を管理する「定位置予圧」に二分されます。
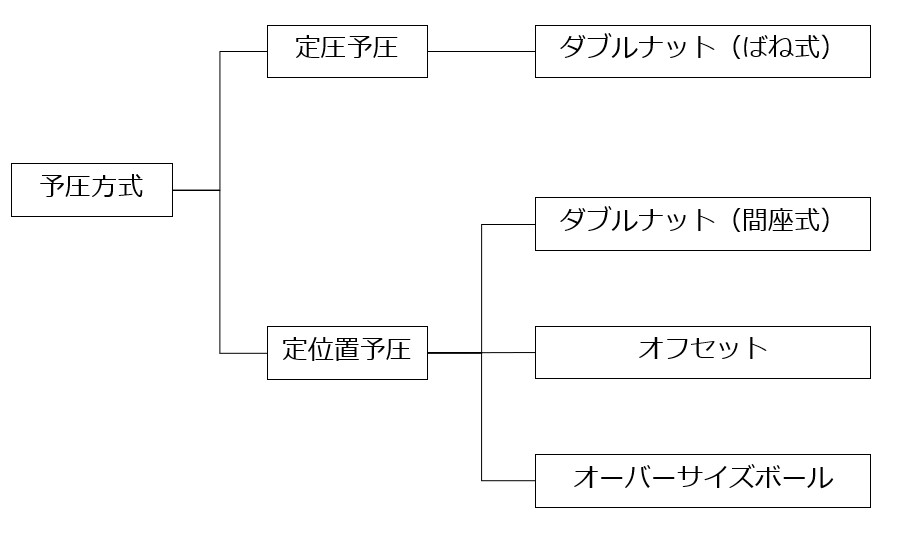
ダブルナット(ばね式)【軽予圧】
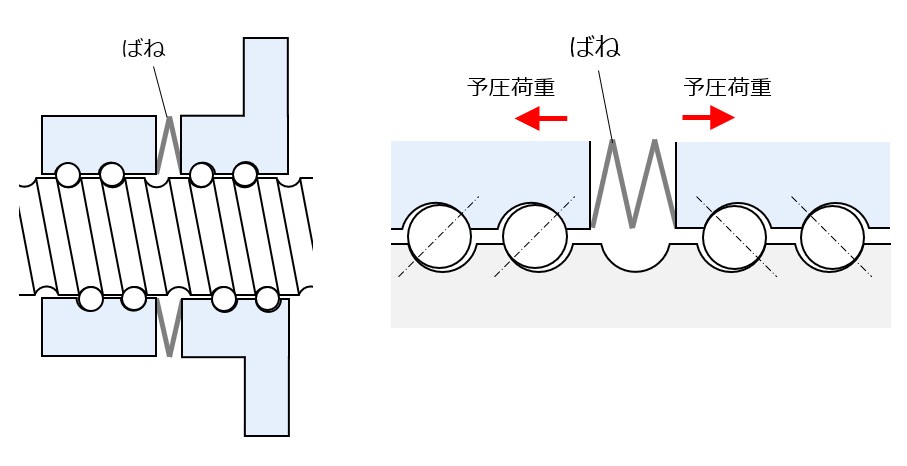
ダブルナット(ばね式)とは、ナットを2個使用し、その間にばねを入れることで予圧をかける方式です。ばねを使って一定の力をかけるので、定圧予圧になります。
定圧予圧は、定位置予圧に比べて予圧荷重が小さいです。また、熱膨張によってねじ軸が伸びても予圧の変動が小さくなります。そのため、
- 比較的軽く、一定荷重の予圧をかけたい
という場合に向いています。
ダブルナット(間座式)【中~重予圧】
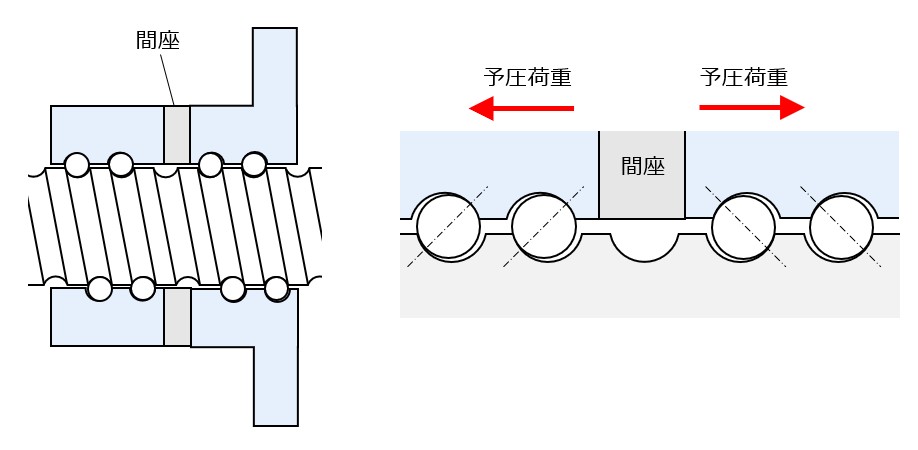
ダブルナット(間座式)とは、ナットを2個使用し、その間に間座(かんざ)を入れることで予圧をかける方式です。間座の寸法分だけボールが入るスペースが狭くなるので、定位置予圧になります。
定位置予圧は、定圧予圧に比べて予圧荷重を大きくできます。その分ボールねじの剛性を高め、外力がかかっても確実にバックラッシュを抑えることができます。
一方で予圧の力が大きい分ボールに負荷がかかるため、寿命が短くなる、許容回転数が低下するといった影響があります。
オフセット【中予圧】
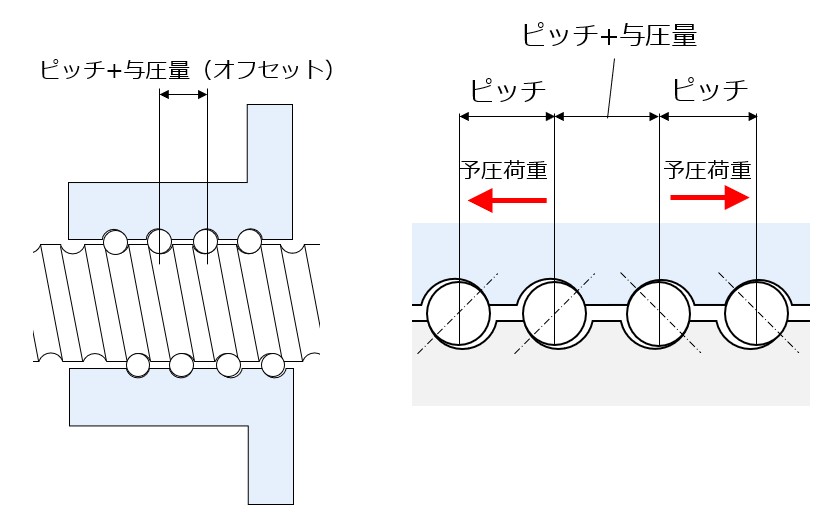
オフセットとは、ナットの中央位置でナットの溝ピッチを変える(わずかに広くする)ことで予圧をかける方式です。
ダブルナット方式と違ってナット1つで予圧をかけられるため、コンパクトにできるのが特徴です。
オーバーサイズボール【中予圧】
オーバーサイズボールとは、標準ボールねじよりもわずかに大きなボールを使うことで予圧をかける方式です。
オフセット方式同様、ナット1つで予圧をかけられるため、コンパクトにできるのがメリットです。一方で、ボールが4点接触となり(他の方式は2点接触)、ボールの接触面積が大きい分摩耗が進みやすいというデメリットがあります。
ミニチュアボールねじメーカーのKSSでは、予圧品にオーバーサイズボールを採用しています2。
ボールねじのバックラッシュ対策②:バックラッシュ補正をかける
ボールねじのバックラッシュ対策の2つ目は、機械の制御にバックラッシュ補正をかけることです。
1つ目の予圧をかけることはハードウェア面の対策ですが、この方法はソフトウェア面の対策となります。
工作機械メーカーのNC(数値制御装置)にはバックラッシュ補正の機能が搭載されています。バックラッシュの量をパラメータとして入力することで、軸方向が切り替わる際のモータの移動量を補正することで、バックラッシュを打ち消します。
例えば、三菱電機のNC「M700Vシリーズ」には「位置依存漸増型バックラッシ補正」が搭載されています。軸移動の反転時に、バックラッシュ補正量を徐々に変化させることで象限突起を軽減する機能です3。
バックラッシュ補正のメカニズム
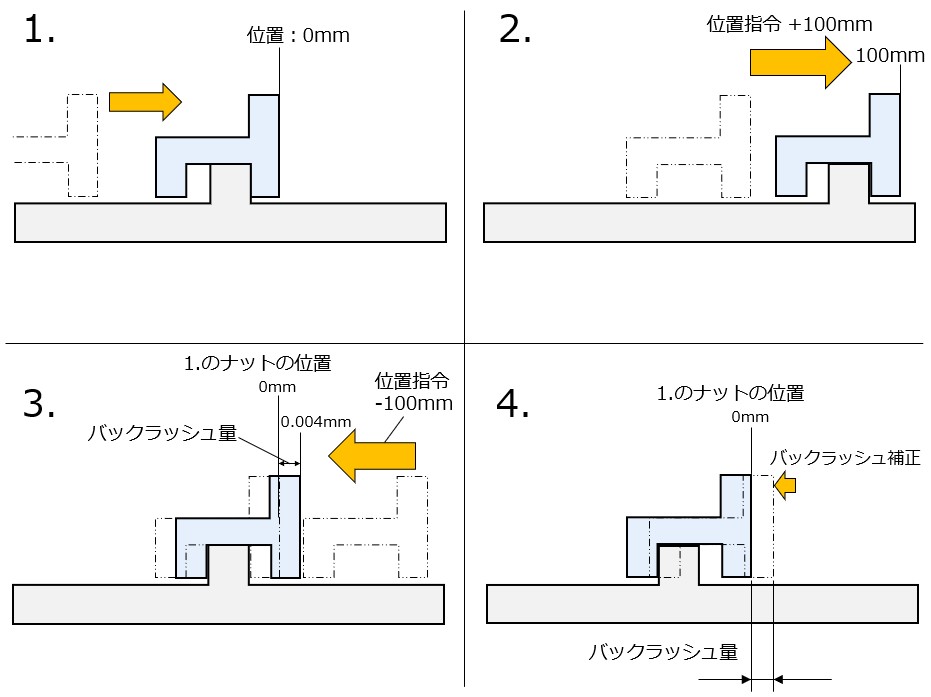
ボールねじのバックラッシュが4μm(0.004mm)あり、移動量100mmをプラス方向→マイナス方向に切り返すときの動きを例に解説します。
- ボールねじがプラス方向に進み、位置0mmに来る
- 位置指令+100mmで、機械の位置が0mm→100mmになる
- 位置指令-100mmで、機械の目標位置は100mm→0mmになる。しかし、バックラッシュのため実際の機械の位置は+0.004mmである
- バックラッシュ補正により、バックラッシュ量0.004mmを位置指令に加える(-100.004mm)。これにより、機械の位置を0mmにする
- JIS B1192-1「ボールねじー第1部:用語及び記号」 ↩︎
- KSS「ボールねじ技術解説 Ball Screw Technical Description」 ↩︎
- 三菱電機「三菱電機数値制御装置M700Vシリーズ」 ↩︎